

-
 HOME
HOME
- 「酒道 黒金流」門前編(無料コンテンツ【2】)
- ヤヤコシイ日本酒基礎知識を30分×2で簡単に獲得!<後編>
First part of the gate
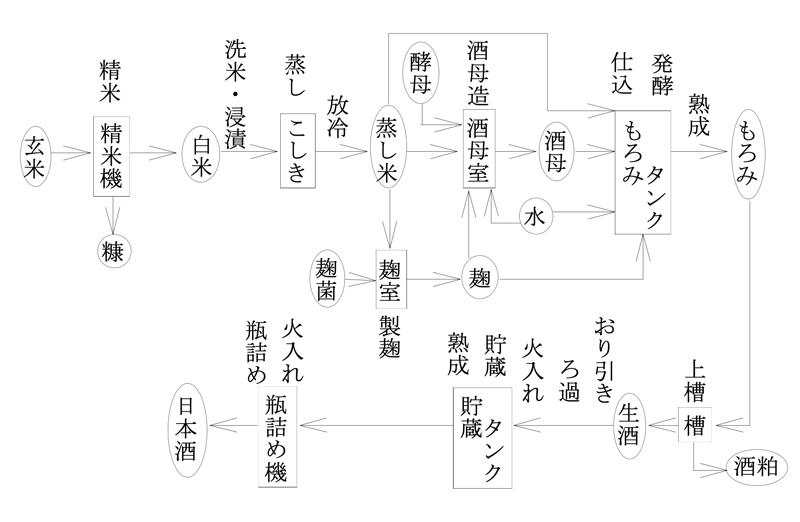
いよいよ「日本酒のできるまで」で、まずは「酒造り工程図」をご覧ください。何だか解らないコトバがいっぱい出てきましたね。それらをこれから順をおって説明していきましょう。時々工程図に返ってみてくださいね。
 ●精米
●精米
酒造りの最初の作業は「精米」です。もちろんこれ以前に「良い米作り」がありますが。そのあたりはまた別の機会に。・・・で、最も酒造りに適した米を「酒造好適米」と言います。通常皆さんが食べている米よりも粒が大きく、米粒の中心部に「心白(しんぱく)」という白色不透明な部分があり、タンパク質や脂質が少ないなどの特徴を備えた米のことです。「酒造好適米」の銘柄は、最高峰と言われる「山田錦(やまだにしき)」や「雄町(おまち)」、「兵庫北錦」「五百万石(ごひゃくまんごく)」「美山錦(みやまにしき)」などです。「酒造好適米」以外にも、全国各地で様々な「酒米」が作られています。高知県が開発した「酒造好適米」には、「吟の夢」「風鳴子(かぜなるこ)」「土佐麗(とさうらら)」があります。
さて、玄米の表層部分には酒造りには不必要な成分が多いため、精米によりこれらを取り除きます。通常は精米歩合75%程度には磨かれます。表層部分を25%程度削るということですね。吟醸酒造りではさらに多く削り取り、精米歩合60%以下、大吟醸では精米歩合50%以下にまで磨きます。最高ではだいたい精米歩合35%なんてのもありますね。こうなると、もう米には見えませんね。小さな小さな白い真珠の粒みたいなもんです。ここまで磨きあげるためには、最新型のコンピューター制御の精米機を使っても丸3日ほどもかかるのです。ちなみに米を磨いた後に残る糠(ぬか)は、家畜の飼料にされたり、食品加工会社などに回されたりします。いくら元が高い米であっても(最高ランクの兵庫県産山田錦などは1俵<=60kg>3万円以上もします!)糠は糠ですから、安くしか買ってくれません。精米歩合35%何ていったら、米の実に65%が糠になるんですから、こりゃタマランですよ!
●洗米(せんまい)・浸漬(しんせき)精米された白米は、次の工程「洗米」に進みます。精米された白米の表面には、まだ米糠が付着していますから、洗米によりこれを取り除く訳ですね。そして次に、白米に水分を一定量吸収させる作業を「浸漬」と言います。ちなみに吟醸酒のように高度に精米した米を洗う場合、米が大変水分を吸収しやすくなっているので、一般的な「洗米機」のような機械で洗うことが難しくなります。その場合は手洗いするのです。「洗米」も「浸漬」も、ストップウォッチまで持ち出して時間を計りながら作業します。これは、水分をどのくらい吸収させるかが今後の作業に大きな影響を与えるからです。ほんの数秒の違いが大失敗を招くこともあります。この作業ひとつを取ってみても、長年の経験と勘がたよりになります。ただし、近年はこの吟醸酒用の極めて繊細な「洗米」や「浸漬」を、手洗い以上に精密に行うことができる「洗米機」も開発されています。
●蒸し洗って水分を一定量吸収させた米は、次に蒸されます。皆さんが食べるご飯の場合は炊飯といって「炊く」訳ですが、酒造りの場合は「蒸す」のです。一般的には「こしき」というせいろのような大きな桶に米を入れ、下から蒸気をあてて約1時間ほど蒸すのです。この作業を「蒸し」と言い、できたものを「蒸米」と言います。酒造りに良い蒸米とは、さばけが良くて「外硬内軟」なもの、つまり内側が軟らかくて外側が適度な硬さを持ち、表面がべたつかない蒸米です。この蒸し具合を、酒造りの長である杜氏がチェックするために行う 「ひねり餅」という作業もあります。竹の棒などと手を使って蒸米をもんでひねって餅にすることで、蒸し具合が解るのですが、近年はあまりこの伝統的な作業は見られなくなっているようです。出来上がった蒸米はすぐに担ぎ出され、「使用目的」に合わせた温度まで冷却させます。この作業を「放冷(ほうれい)」と言います。
「使用目的」とはどういうことかと言うと、前の「酒造り工程図」を見て下さい。「蒸米」から矢印が3つ出ているのが解りますね。蒸米は「麹」にも「酒母(しゅぼ=後で説明します。)」にも「もろみ」にも使われるのです。それぞれに使用目的が違い、理想的な温度が違うということですね。
●製麹(せいぎく)麹をつくる作業のことを「製麹(せいぎく)」と言います。昔から「一麹、二酛(もと=酒母のこと)、三造り」と言われ、「製麹」は酒造りの上で最も重要で難しい工程です。冷まされた蒸米は「麹室(こうじむろ)」という30°Cくらいの温室の中に引き込まれます。酒蔵の中では最も暑い場所ですね。冬期でもこの部屋で作業を行うと汗が大量に吹き出してきます。サウナみたいなもんですね。これから蒸米に麹菌というカビの一種を振りかけて、蒸米に麹菌を生やして、「麹」をつくるわけです。「米麹」とも言いますが。約2日間ほどかかります。
製麹には様々な作業やいろいろなやり方があります。一例として、吟醸造りでよく使われる「蓋麹法(ふたこうじほう)」をごく簡単に説明してみましょう。麹室に引き込まれた蒸米は床(とこ)の上に積み上げられ布で包み、全体の温度が均一になるまでしばらくおきます。温度が均一になったら蒸米を床に広げ、粉状の「種麹(たねこうじ)」という麹菌を振りかけていきます。この作業を「種つけ」と言います。種つけ後の蒸米は再び積み上げられ、布でおおって保温します。このまま半日ほどおき、再び広げたり積み上げたりと、様々な作業を繰り返せば、蒸米に付着した麹菌の菌糸が発育していきます。そして「麹蓋(こうじぶた)」と呼ばれる小さな木の蓋(ふた)に、約1.5kgずつ盛っていきます。その後は、この蓋の中でかきまぜたりしながら微妙な温度調節を行い、蒸米を麹室に引き込んでからおよそ2日後、「麹」が出来上がります。
●酒母造り(しゅぼづくり)水と麹と蒸米を混ぜたものに「酵母」という微生物を加え、小さなタンクに仕込みます。そのタンクの中で蒸米の糖化と酵母の増殖、発酵を数日間行わせたものを「酒母」と言います。発酵のスターターとなる小さな仕込みであり、その名の通り酒のお母さんと言えるものです。酒母造りのポイントは、腐敗につながる雑菌に汚染されないようにしながら、酵母を純粋に大量培養することにあります。目に見えない微生物が相手だけに、徹底した清潔さが要求され、「酒母室」は係員以外は通常立入禁止であり、常に一定の低温状態に保たれています。酒母の造り方にもよりますが、通常は約2週間程度で酵母が大量に純粋培養された「酒母」が出来上がります。
使用する酵母は、通常「日本醸造協会」で販売されており、「協会○号」というような名前がついています。一般的によく使われるのは「協会7号」などであり、吟醸酒には大抵「協会9号」が使われます。華やかな香りを出す酵母であり、日本酒業界で言われる「YK-35」というのは、Yは山田錦のY、Kは協会9号のK、35は精米歩合35%という意味で、各種鑑評会などで賞を受賞するためには、精米歩合35%の山田錦とともにこの酵母が欠かせないと、かつては言われていました。近年では、各県の工業技術センターなどの研究機関にて、「協会9号」をはるかに凌駕する大変華やかな香りを出す新酵母が独自開発されたり、「日本醸造協会」からも同様に大変華やかな香りを出す「協会1801号」なども発売され、そちらの方が主流になっています。各県の開発した酵母としては、「長野アルプス酵母」「秋田流華酵母」「静岡酵母」「高知酵母」などが有名です。どれも大変華やかな香りを出す酵母です。ちなみに「酵母」によって生み出される吟醸香には、様々な香り成分がありますが、最も重要視される香りは、「カプロン酸エチル」と「酢酸イソアミル」でしょう。前者はデリシャスリンゴにたとえられるような香りで、後者はバナナやメロンなどにたとえられるような香りです。
なお、酒母として備える条件のひとつに、乳酸を所定量含有することがあり、その乳酸をいかにして得るかで、酒母は二つに大別されます。ひとつは、酒母仕込み時に醸造用乳酸を添加する方法で、「速醸(そくじょう)系酒母」と呼ばれ、「速醸酒母」「高温糖化(こうおんとうか)酒母」などがあり、現在大抵の場合は、この「速醸系酒母」で造られています。もうひとつは、酒母の中で自然の乳酸菌が生え、乳酸を生成させる方法で、「生酛(きもと)系酒母」と呼ばれ、「生酛」「山廃酛(やまはいもと)」などがあります。これらはいわゆる昔の造り方であり、相当手間と時間がかかる上、失敗もしやすいため、かつては技術保存的に行われていましたが、近年はこの「生酛」や「山廃酛」を復活させたり挑戦したりする蔵も増えています。味わいは、どっしりとして幅があり旨味成分が多いという特徴があり、一般にお燗に向いていると言われています。この「生酛」や「山廃酛」については、かなり専門的になりますので、詳しい説明はまた別の機会にて。
●もろみ仕込みもろみ仕込みは、通常「三段仕込み」という方法で三段階、4日間に分けて仕込まれます。仕込みの1日目を「初添え(はつぞえ)」と言い、タンクの中に酒母・蒸米・麹・水を全体の7分の1ほど仕込みます。2日目は「踊り(おどり)」と言い、1日仕込みを休んで酵母の増殖を待ちます。3日目の「仲添え(なかぞえ)」では全体の3分の1ほどの蒸米・麹・水を加えます。4日目は「留添え(とめぞえ)」と言い、残りの分量全部を仕込みます。
●もろみ発酵仕込みの済んだもろみの中では、麹菌が生産した酵素の働きによるデンプンの「糖化」と、その糖を酵母が利用してアルコールを生成する「発酵」が並行して行われます。これを「並行複発酵」と言うのでしたよね。糖化と発酵が進むにつれて、もろみの表面の泡の状態が様々に変化していき、およそ3週間程度の長い時間をかけて徐々に発酵させると、アルコール度数17~18度程度の熟成したもろみが出来上がります。
吟醸酒の場合は、もろみの温度を最高でも10°C程度の低温状態に保つた め、日数も長くおよそ1ヶ月程度かけてゆっくりゆっくり発酵していきます。 酵母も生き物ですから、本来温度が高い方が活動は活発になり発酵も早く進むのですが、それでは良い酒にはならないんです。しかし逆にあまり低温にし過ぎると、今度は酵母が活動を止めてしまい発酵が全く進みません。吟醸造りはこのギリギリの温度帯で発酵させ、温度管理が難しいため、もろみタンクは通常より小さいものが使われ、さらにタンク全体の微妙な温度調節ができる設備も必要になります。こういう緻密な管理を行うことで、吟醸酒特有のあの華やかな香りが生み出されるのですね。ちなみにアルコール添加をする場合は、発酵の終わったもろみの最終段階で添加します。
●上槽(じょうそう)「上槽」とは、発酵の終わった熟成したもろみを搾って、酒と酒粕に分ける作業のことを言います。「連続式圧搾機」という機械で搾るか、「槽(ふね)」という昔ながらの浴槽状のものに、もろみを少しずつ布袋に詰めて並べて積み上げ、徐々に圧力を加えて搾るかのどちらかが一般的です。最高級の大吟醸などを搾る場合は、「袋吊り搾り」が行われたりもします。これは布袋にもろみを小分けして詰め、紐でしばって吊すという搾り方。圧力を全く加えず、もろみ自らの重みと自然の重力のみで搾られ、一滴一滴貴重な酒の雫が滴り落ちてきます。この一滴一滴の雫を集めて製品化するのです。オイシソーでしょう?
搾ったままの酒は「しぼりたて」の「生酒」であり、また「原酒」でもあります。「しぼりたて」は、まあ読んで字の如くですが、「生酒」というのは搾ってから後、一切加熱処理を行わない酒のことです。通常の酒は加熱殺菌をすることで「保ち」を良くしているのです。また「原酒」とは搾った後に加水調整をしない酒のこと。搾ったばかりの「原酒」は、だいたいアルコール度数17~18度程度(アルコール添加をした場合は20度前後になることも。)あります。通常の酒はこれに「割水(わりみず)」と言って水を加えて、アルコール度数15~16度程度に調整しているのです。
ちなみに「にごり酒」というのは、目の粗いメッシュなどでもろみを漉したものです。目が粗いため、酒粕の成分が酒に混ざっているんですが、酒税法上はにごっていても漉していますから「清酒」なのです。また、搾りの際、一番最初にほとばしり出てくる液体(酒)のことを「あらばしり」と言い、珍重されています。この「あらばしり」は、ややまだにごっていて荒々しさがありますが、しばらく搾っていると澄んできます。このあたりの一番良い部分を「中取り」や「中汲み」と言ったりして、これまた珍重されています。最後にギュッと圧力をかけて搾った部分は「責め」と呼ばれています。
●おり引き・濾過(ろか)・火入れ(ひいれ)搾り終えた「生酒」は、その後「おり引き」「濾過(ろか)」といった作業により清澄にされます。搾りたての酒はまだ微細な固形物が残って浮遊しており、やや白くにごっています。これをタンクに何日間か静置しておくと、固形物が沈殿し、上部が澄んできます。この上澄みだけを抜き取る作業を「おり引き」と言い、後に残ったにごった部分を「おり」と言います。しかし、これだけではまだ微細な粒子が浮遊しているので、「濾過機」により「濾過」し、さらに清澄にします。この時、一般的に活性炭が使用されます。吟醸酒などは最初からキレイな酒質であるため、活性炭は全く使われなかったり、少量しか使われなかったりします。活性炭を全く使っていない場合、よく「無濾過」と言ったりしますが、実際は活性炭を使わず濾紙のみを使って濾過機を通して微細な粒子などを取ったものですから、本当は「素濾過」と言った方が良いのかもしれません。この段階で製品化すると、「無濾過生原酒」と言います。活性炭を使わず、加熱殺菌も、加水調整もしていない、搾ったままの酒という意味です。ところで、もし失敗して雑味の多い駄酒になってしまった場合などには、大量に炭素を使用して、香味をほとんど取ってしまいます。こうすれば雑味はなくなるでしょうが、味も素気もないヤセ細った酒になってしまいますが。濾過後は、さらに主に酵素を失活させて発酵を止めるためや、殺菌のためや貯蔵中の品質劣化を防ぐために、60~65°C程度の低温で酒を加熱します。この作業を「火入れ」と言います。通常はプレートヒーターなどの機械を使って「火入れ」しますが、大吟醸酒などはできるだけ華やかな香りを飛ばしてしまわないように、「瓶詰め」したものをお湯につけて湯煎するという「瓶燗火入れ」という方法が用いられたりしています。
●貯蔵・熟成一般に「火入れ」後の日本酒は、出荷時の瓶詰めの時までタンクに「貯蔵」されます。この間に「熟成」され、新酒の荒々しいカドが取れて、まるく穏やかな味わいになります。しかし熟成が進み過ぎると、老香(ひねか)という異臭が付いたり雑味が多くなったりして、酒が劣化してしまいます。この変化を最小限にするために、厳密な温度管理が必要です。通常は15~20°C程度の一定の温度で貯蔵・熟成されます。ちなみに近年は、できるだけ搾りたてのフレッシュな香りなどを残すため、吟醸酒などの場合は搾られてからできるだけ早めに「火入れ」を行い、すぐに「瓶詰め」を行い、マイナス5°C程度の冷蔵庫で「瓶貯蔵」されたりすることが増えています。司牡丹酒造でも、吟醸酒以上や、純米酒や本醸造酒でも季節商品や特殊な商品などは、マイナス5°C以下で「瓶貯蔵」されています。
●瓶詰め貯蔵・熟成されて香味がまとまった日本酒は、一般的に瓶詰め前に「割水」されます。アルコール度数の高い「原酒」に、水を加えて調整することでしたよね。さらに通常は、この「瓶詰め」時にもう一度、二度目の「火入れ」という加熱殺菌処理を行います。「瓶詰め」時において雑菌などによる汚染を防ぐためです。瓶詰めされた日本酒にラベルを貼って、さあ出来上がり!大吟醸酒などは、精米からこの瓶詰め(製品化)まで、およそ半年近くもの時間をかけるものもあります。
<6>補足用語解説 ※いくつかの専門的な用語を説明してきましたが、ここまでで説明しきれていない、よく使われている用語を中心にまとめてみました。他にもたくさんの用語があるのですが、それはまた別の機会に。かつて「清酒」と「日本酒」は同じ意味でしたが、外国産も増えており、国産清酒との誤認を防ぐなどの意味からも、区別されました。平成27年12月、国税庁は「GI日本酒」を指定し、「原料の米に国内産米のみを使い、かつ、日本国内で製造された清酒のみが、『日本酒』を独占的に名乗ることができる」としたのです。これにより、たとえば英国産の清酒とは名乗れますが、英国産の日本酒とは名乗れなくなりました。ちなみに「GI(GeographicalIndication)」は、「地理的表示」と訳されます。「GI」についての詳しくは、また別の機会にて。
●生貯蔵酒(なまちょぞうしゅ)「生酒」は、製造後に一切加熱処理をしない清酒でしたが、製造後に加熱処理をしないで低温貯蔵し、製品化時(瓶詰め時)に一度だけ加熱処理をした清酒のことを「生貯蔵酒」と呼びます。香味には、やや生の風味のフレッシュ感が残り、常温保管可です。
●生詰酒(なまづめしゅ)製造後、一度だけ加熱処理を行い、製品化時には加熱処理をしないでそのまま詰めた清酒を「生詰酒」と呼びます。こちらは要冷蔵です。
●発泡清酒炭酸ガスを含んだ清酒のことです。製法は、スパークリングワイン同様に瓶詰め後に「瓶内二次発酵」させて炭酸ガスを溶け込ませるものと、瓶詰め時に炭酸ガスを注入するものがあります。
●ひやおろし冬期の寒造りが定着した江戸時代後期頃から、新酒を春先に加熱殺菌して貯蔵し、夏場を越え秋風が吹く頃に熟成して旨味が増したものを、火入れせずにそのまま樽詰めして出荷するという、「冷卸(ひやおろし)」が人気を博しました。現在は瓶詰めで出荷され、通常「生詰酒」や「瓶貯蔵」である場合が多いと言えます。
●古酒(こしゅ)・長期熟成酒蔵元では、前・酒造年度(=BY<Breweryyear>7月1日~翌年6月30日)に造られた酒を「古酒」と呼びます。つまり、仮に3月にできた酒でも、酒造年度が変わる7月には「古酒」ということになります。しかし、一般的に商品化される場合は、3年程度熟成させた商品を指すことが多いと言えます。「長期熟成酒研究会」では、「満3年以上、蔵元で熟成させた、増醸酒を除く清酒」が「長期熟成酒」と定義されています。酒の造り方や貯蔵熟成方法の違い等により、「濃熟型」と「淡熟型」、「中間型」などがあります。
●斗瓶囲い(とびんがこい)大吟醸などの自社の最高品質のもろみを「槽(ふね)」と呼ばれる圧搾機にかけ(あるいは「袋吊り搾り」し)、滴り落ちる酒の、さらに最高の部分だけを「斗瓶」(一升瓶10本分の壺状の瓶容器)に取り、そのまま低温貯蔵、「おり引き」等を行った、究極中の究極の酒です。通常は滅多に販売されることはなく、鑑評会出品用などに使われます。
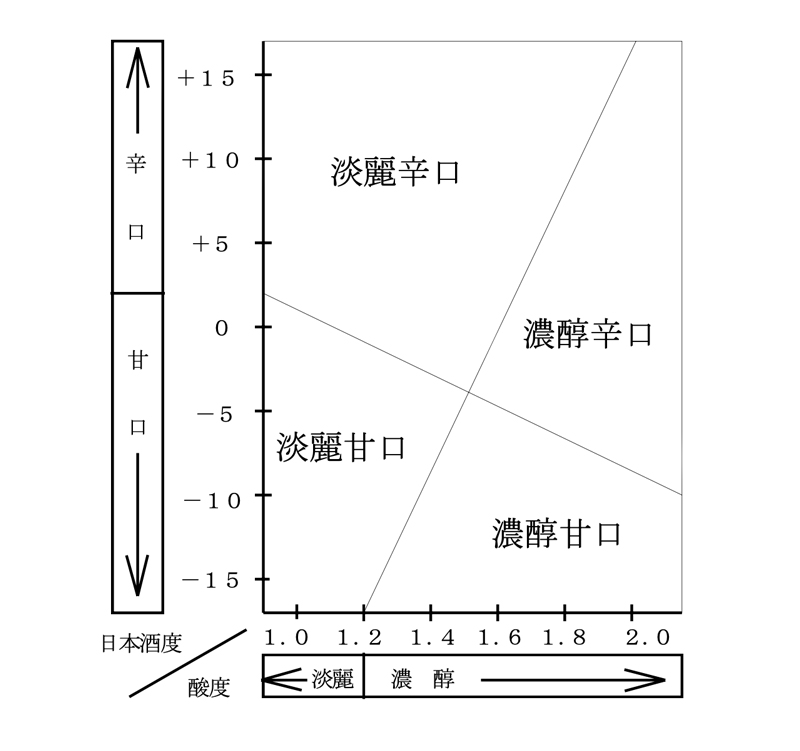
●日本酒度(にほんしゅど)清酒の比重を表す示度で、一般に清酒の甘辛を示すとされています。水(日本酒度プラスマイナス0)の比重より重いものはマイナスで表し、軽いものはプラスで表します。アルコール度数が一定の場合、清酒のエキス分が多いほど比重は重くなります。清酒のエキス分は大部分が糖分ですから、日本酒度のマイナスが大きいほど糖分の多い酒、すなわち甘口の酒ということになり、反対にプラスが大きいほど糖分の少ない酒、辛口の酒ということになります。しかし近年は、日本酒度がプラスであっても、グルコース濃度(後述)の高い甘い酒が出回るようになり、日本酒度で甘辛を表現する意味はあまりなくなってきています。
●酸度(さんど)酒類に含まれる酸(有機酸)の量を表す用語。清酒の酸は乳酸、リンゴ酸、コハク酸が主体であり、ワインは酒石酸が主な酸です。ビールの酸度は1.2~1.4、ワインは6~9、清酒は1.2~1.7あたりが平均的です。同一日本酒度の清酒では酸度が大きいほど辛く、また濃く感じ、酸度が小さいほど甘く、淡く感じられると言えます。
●日本酒度と酸度でみる感応表(甘辛補正表)日本酒度と酸度により、日本酒の味わいは「淡麗辛口」「淡麗甘口」「濃醇辛口」「濃醇甘口」の4つに分けられます。しかし近年は、グルコース濃度(後述)の高い甘い酒が出回るようになり、この表で甘辛を表現する意味はあまりなくなってきています。
 ●アミノ酸度
●アミノ酸度
清酒中のアミノ酸の量を表す用語。清酒にはグルタミン酸など約20種類のアミノ酸が含まれています。アミノ酸は旨味成分であると同時に、雑味や苦味を感じさせるものもあります。アミノ酸度は、一般に濃淡を示す尺度とされ、清酒中のアミノ酸が多いと味は濃くなり、多すぎると味が汚くなります。一般的な清酒のアミノ酸度は1.0~2.0程度です。
●粕歩合(かすぶあい)発酵、熟成後の清酒もろみは、搾られて液体(清酒)と個体(酒粕)に分けらますが、粕歩合とは、使用白米の重量に対する酒粕重量の割合のことです。20~30%が標準ですが、吟醸酒などでは40%以上となることもあります。
●グルコース濃度日本酒に残っている糖分の組成のうち、人間が最も甘いと感じる「ブドウ糖(グルコース)」の割合のことです。日本酒造りとは、原料である米の「でんぷん」を、麹菌の出す酵素によって「ブドウ糖」に変え、その「ブドウ糖」を酵母が「アルコール」と「炭酸ガス」に変えることをいい、これを「発酵」といいます。その際「でんぷん」は、液化酵素と糖化酵素の働きにより、「でんぷん」→「デキストリン」→「オリゴ糖」→「ブドウ糖」というように変化していきます。そして、酒に残っている糖分の組成によって、人が感じる甘みは違ってきます。
「デキストリン」は、「でんぷん」に近いため甘くありません。「オリゴ糖」はほのかな甘さ。最も甘いのは「ブドウ糖(グルコース)」なのです。つまり、日本酒度がいくらプラスでも、残糖の組成にブドウ糖が多ければ甘い酒になる、ということなのです。しかも、このような糖化率の高い酒、「グルコース濃度」が高い甘い酒が近年の流行りとなり、もはや市場にかなり出回っていますので、いまや「日本酒度」で甘辛を表現することに、あまり意味がなくなってしまったというわけなのです。
でんぷん質原料、または糖質原料を発酵させて蒸留し、不必要な味や香りを取り除いたアルコールのことです。一般的にはサトウキビの搾り粕(廃糖蜜)を発酵させ蒸留したものを原料に、国内アルコールメーカーが連続蒸留機で精製して不純物を取り除き、ほぼ純粋なエチルアルコールにしたものです。成分的にはホワイトリカーと同じものです。
●糖類清酒造りで使用される糖類は、増醸をする時のもろみへ加えられる調味アルコールの一部として加えることが許されています。この糖類は、でんぷんを原料としたもので、水飴とブドウ糖です。(砂糖の添加は許されていません。)
●製造年月清酒のラベル等には、製造年月を記載しなければなりません。この場合の製造年月とは、清酒を醸造した年月ではなく、貯蔵していた清酒を瓶詰めしラベルを貼って製品化した時点の年月のことです。よって寒仕込み(通常10月~3月頃の冬季に清酒を仕込む)であっても、貯蔵していた清酒を8月に瓶詰めしラベルを貼って製品化すれば、製造年月は8月となります。ちなみに普通酒はタンク貯蔵のみですが、特定名称酒は瓶貯蔵も許されていますから、瓶で貯蔵していたものに、ラベルを貼って製品化した時点が製造年月になります。ところで、酒販店店頭で製造年月の新しいお酒を選んで買っている消費者をたまに見かけますが、生酒や「しぼりたて」ならいざ知らず、清酒はビールや牛乳とは違ってそれほど製造年月の新しさを気にする必要はないと言えます。むしろ重要なのは製造年月よりも、その店頭での保管状態です。直射日光を当てるのはもってのほか、明るい蛍光灯の光でも清酒は劣化します。また保管温度も重要で、一年中15度程度以下の一定温度での保管が望ましいと言えます。長期間保管する場合は、さらに低温(5°C以下)が理想的でしょう。ただし、どんな清酒であれ開栓後は雑菌に汚染される恐れがあるため、もう長期保管はせずに、できるだけお早めに。
ちなみに最新情報(令和3年現在)として、日本酒造組合中央会と国税庁の間で、現在「清酒の製法品質表示基準」の見直しが検討されており、その中で「製造年月」については「任意記載事項」(つまり表示してもしなくてもよい)とするかどうかについて、検討がなされています。これは、同じ醸造酒のワインについては「製造年月」表示がないことや、コーデックス(※)でもアルコール分10%以上の酒類は、賞味期限の表示の必要は無いとされていることなどから、検討されているものです。近い将来、清酒の「製造年月」表示は、無くなるかもしれないということです。
※「コーデックス」:正式にはコーデックス・アリメンタリウス(CodexAlimentarius)というラテン語からきた言葉で、食品規格という意味をもち、19世紀末のオーストリア・ハンガリー帝国でも使われたことがある伝統的な言葉です。現在、世界的に通用する食品規格はこの規格だけで、これを普通コーデックス規格といっています。1962年、国連の専門機関である国連食糧農業機関(FAO)と世界保健機関(WHO)が合同で、国際的な食品規格をつくることが決められました。その食品規格計画の実施機関が食品規格委員会、英語名でコーデックス・アリメンタリウス・コミッション(CodexAlimentariusCommission)といい、CACと略称されています。